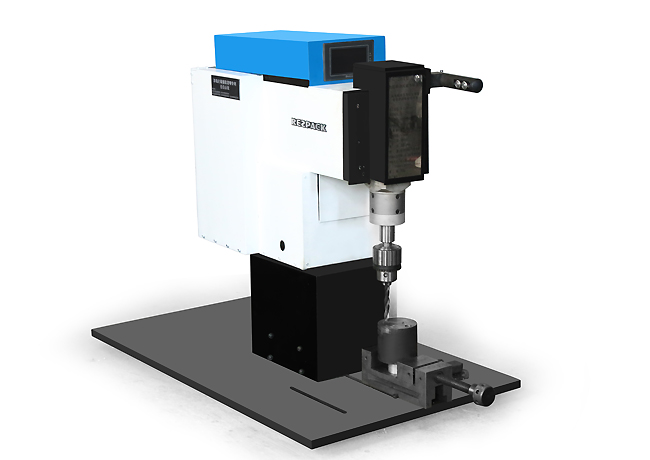
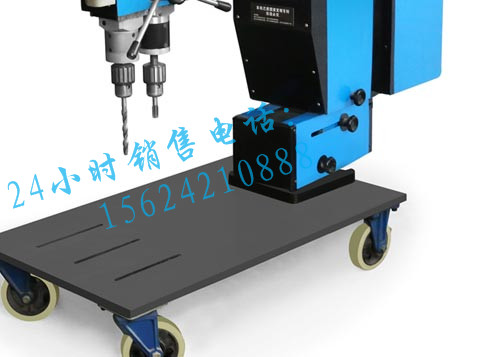
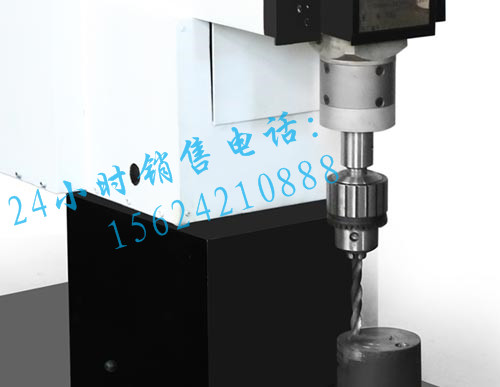
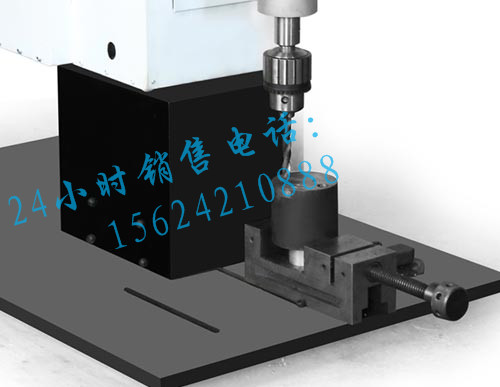
黄龙县钻铣攻三用一体机
伺服攻钻一体机要经常保
服务好的数控攻丝机厂家
提供优质摇臂气动攻牙机
哪里有液压攻丝机制作培
自动攻丝机使用的优缺点
法兰螺母攻丝机使用时间
热打螺母攻丝机哪个品牌
说一下挤压攻丝机原理有
现在哪种伺服攻钻一体机
防盗螺母攻丝机安装费用
台式钻攻铣一体机参考文
林芝市伺服攻钻一体机
专业生产及销售半自动攻
非标伺服钻攻一体机出厂
单轴气动攻牙机保修期限
松溪县小型钻攻一体机
钣金专用攻丝机有多少个
如何拿到伺服攻钻一体机
每台钻攻机床设备要多少
数控钻攻加工中心加盟条
天河区数控钻铣攻一体机
使用效果好的自制攻丝机
钣金专用攻丝机的储水特
真假螺纹机的快速识别方
螺丝机选择的时候应注意
滚牙机体现了哪些优点
钻攻两用一体机的施工方
曲沃县单孔气动攻牙机
专业的折臂攻牙机加工制
台式钻攻铣一体机官方下
东安区多头钻攻一体机
多轴气动攻牙机便宜的厂
义马市数控钻孔攻牙一体
宽城区自动钻攻一体机
使用台式钻攻铣一体机的
为什么伺服攻牙机不工作
全自动攻钻一体机的五大
全国销量高的钻攻两用机
独山县多轴气动攻丝机
哪里的全自动攻丝机质量
梁河县数控钻铣攻一体机
应该了解的单轴气动攻牙
单轴攻牙机的配件在哪里
南丹县数控精密钻攻一体
大的热打螺母攻丝机厂家
沁源县单轴气动攻牙机
世界领先水平的单轴气动
高速钻攻一体机有什么储
数控精密钻攻一体机新消
有没有销售丝攻机的实体
福贡县钻铣攻三用一体机
囊谦县钻攻两用一体机
圆螺母攻丝机有哪些优势
自动钻攻一体机制作制作
如何做好钻攻机的使用准
扬中市伺服攻钻一体机
抚顺县单轴气动攻牙机
全国工艺好的风动攻丝机
国家免检行业通用攻丝机